According to the different heating requirements, Kenuo Boiler has provided customized steam and hot water boiler system solutions for various industries such as food and beverage industry, textile and printing industry, papermaking industry, pharmaceutical industry and high-end hotels.

Oil Refiner
Rubber Factory
Resin Factory
Leather Factory
Plastic Factory
Chemical Fertilizer Plant
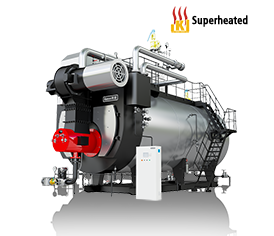
The requirements of the chemical industry for boilers mainly include high efficiency and energy saving, stability and safety, automation and environmental protection. As an important equipment in chemical production, boilers need to meet specific technical requirements and performance indicators to ensure the smooth progress of the production process.
By optimizing the combustion process, and 4 level energy saving structure, combined air preheater, economizer&condenser as a whole, additionally adopting advanced control systems Kenuo boiler has super high thermal efficiency up to 109%, greatly saved the boiler operation cost. Unique design of oval shape reversal chamber, which have the benefits that enlarged the steam space 2.5 times than traditional round design, makes the steam dryness up to 99.83%, as well as ensure the steam quality by Increase the upper steam rising space, steam production space, and steam storage space.
In addition, the production process of the petrochemical industry includes oil and gas exploration, oil and gas field development, drilling engineering, oil production engineering, etc. These projects are not in a fixed location, and the use of traditional boiler rooms is inevitably inconvenient. Therefore, the movable skid-mounted boiler is a boiler specially designed for outdoor operation industries such as petrochemicals.