- First, the steam in pharmaceutical plants needs to be of high purity. Steam should undergo a rigorous water treatment and purification process to ensure that it does not contain harmful substances and microbial contamination. The steam used in pharmaceutical plants should generally meet the requirements of relevant pharmacopoeias, such as the United States Pharmacopoeia (USP) or the European Pharmacopoeia (EP).
- Secondly, the pressure requirement in steam parameters is highly critical. The pressure of steam needs to be adjusted according to specific process requirements. Sterilization processes usually require higher steam pressures to ensure the killing of bacteria and pathogens. Processes such as formulation mixing and drying may require lower steam pressures. Therefore, pharmaceutical plants need to set appropriate steam pressures according to the requirements of different processes.
- In addition, the steam temperature is also an important aspect of steam parameters in pharmaceutical plants. Different processes may require different steam temperatures to ensure product quality and stability. For example, in the drying process, the steam temperature needs to be adjusted according to the characteristics of the product and the drying speed. Pharmaceutical factories need to ensure that steam temperature is accurately controlled and achieve the required temperature requirements through appropriate sensors and regulating equipment.
- Finally, the steam parameters of pharmaceutical factories also need to consider the flow and stability of steam. The flow of steam needs to be adjusted according to the needs of the specific process to ensure sufficient steam supply to meet the requirements of the process. At the same time, pharmaceutical factories also need to ensure the stability of steam supply to prevent adverse effects on the process.
- In short, the steam parameter requirements of pharmaceutical factories are crucial to ensure the safety and effectiveness of pharmaceutical processes. High purity, appropriate pressure, accurate temperature, and appropriate flow and stability are all key factors that pharmaceutical factories need to consider when setting steam parameters. By reasonably adjusting and controlling steam parameters, pharmaceutical factories can ensure product quality and compliance with relevant regulatory requirements.
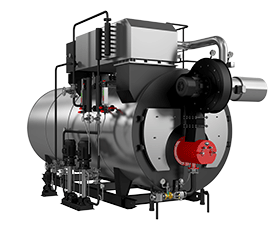
Kenuo LNZ series full condensing heat recovery boilers has unique design of oval shape reversal chamber, which have the benefits that enlarged the steam space 2.5 times than traditional round design, makes the steam dryness up to 99.83%, as well as ensure the steam quality by Increase the upper steam rising space, steam production space, and steam storage space.
Kenuo boilers adopt Swiss brand ABB inverter for water pump, perfect combination with combustion fan , feed water pump, and optimized PLC automatic control, boiler load meets the full-proportional personalized output.